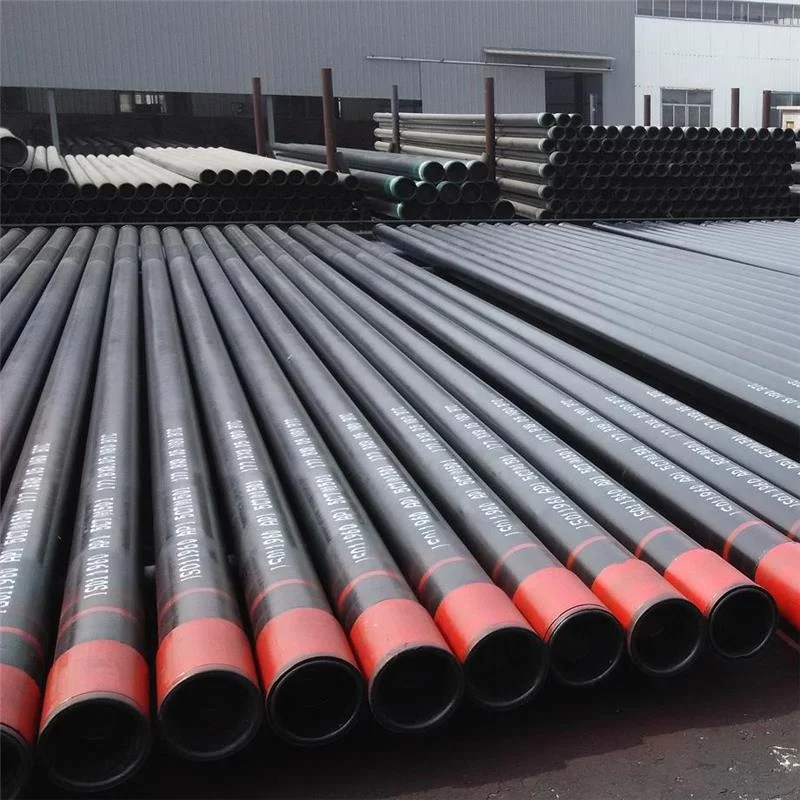
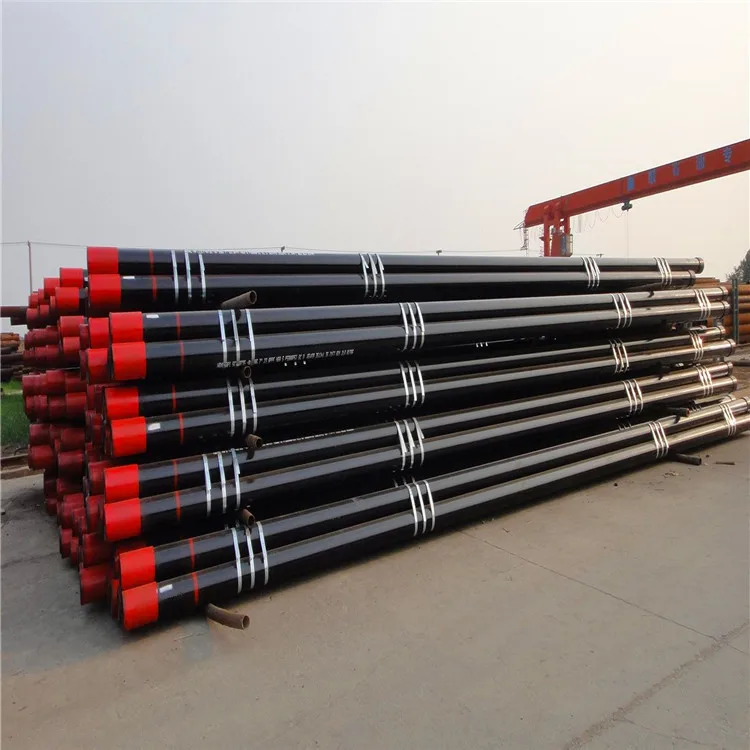
Gövde, genellikle yaklaşık 40 feet uzunluğunda olan ve gövde dizeleri olarak adlandırılan daha uzun gövde uzunlukları oluşturmak için birlikte vidalanmış bölümlerde veya eklemlerde üretilir. Gövde ekleminin her bir ucu, kovanlar eklemeye hazır olana kadar bir diş koruyucu olarak adlandırılan kapakla korunan erkek dişlere sahiptir. Daha sonra, eklemlerden biraz daha büyük olan ve dişi dişlere sahip kısa bir silindirik çelik borudan oluşan bir yaka veya bağlantı, iki erkek eklem ucunu bağlamak için kullanılır. Sıkı bir sızdırmazlık sağlamak için iki uçta bir iplik bileşimi kullanılır.
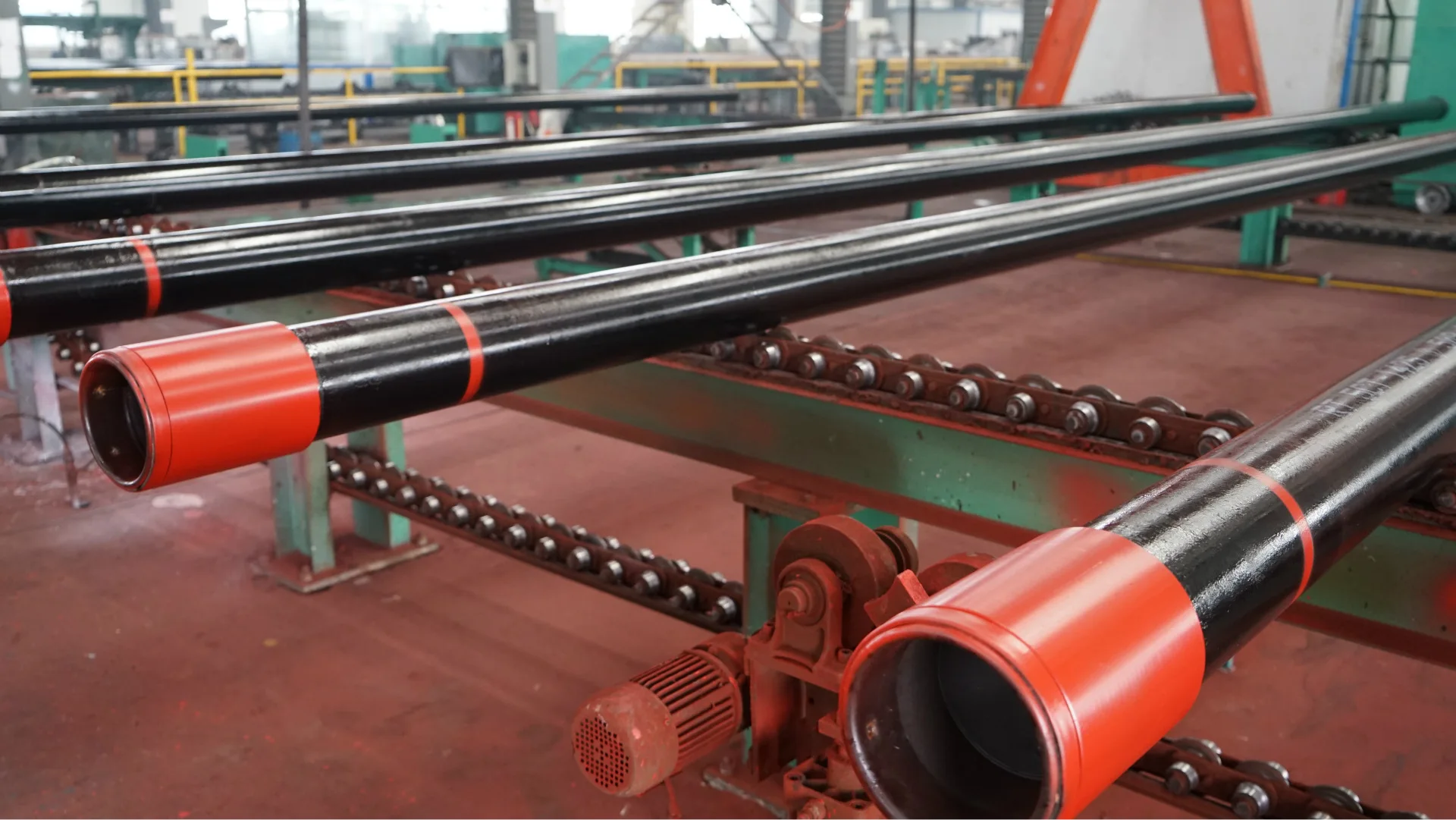
Gövde, teçhizat tabanından çalıştırılır, bir seferde bir eklemi, seyahat bloğundaki asansörler tarafından bağlanır ve kuyuya sokulan önceki kasa dizesine bıçaklanır. Matkap tabanının üstünde asılı, gövde maşası her gövde eklemini gövde dizesine vidalayın.
Kasa kuyuya girer ve gövde dizesinin ağırlığı kasa askılarına aktarıldığında resmi olarak iniş yapar, kuyu üstünde bulunan ve kasadaki gövdeyi askıya almak için fiş veya iplik kullanın.
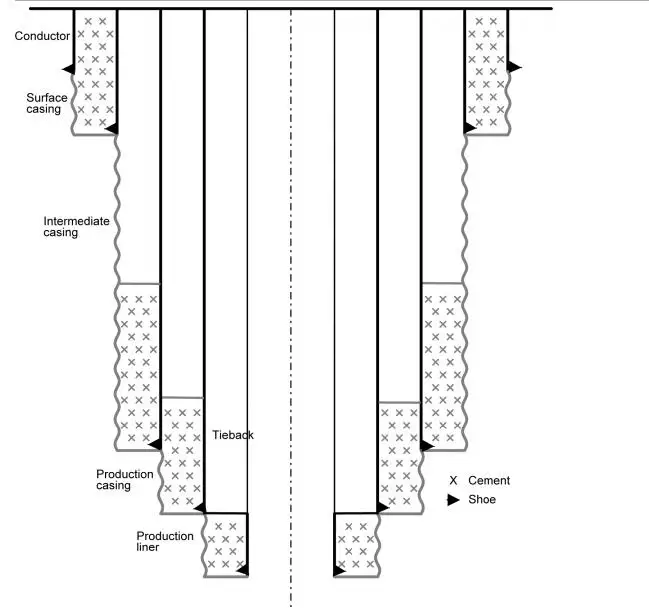
Sonunda açık bir delik bulunan yuvarlak bir boru bölümü, kasayı kuyuya doğru çalıştırırken kasa ekibine rehberlik etmek için ilk kasa dizesine bir kılavuz pabuç bağlanır. Ek olarak, kasanın dış kısmı, kuyu merkezinde gövde dizesinde konumlandırılmasına yardımcı olmak için onlara bağlı yay benzeri merkezleyicilere sahiptir.
Gövdeyi çalıştırdıktan ve kuyudan önce, kullanılmış bir matkap ucu bir delici ile kuyuya yerleştirilir, ve sondaj sıvısı daha sonra kuyudan kalan kesimleri çıkarmak için belirli bir süre boyunca sirküle edilir. Ayrıca, kuyu kenarlarında oluşan herhangi bir filtre kekini çıkarmak için duvar kazıyıcıları kuyuya gönderilir.
Bir çimento bulamaç daha sonra kuyuya pompalanır ve muhafazayı yerinde kalıcı olarak sabitlemek için sertleşmesine izin verilir. Çimento sertleştikten sonra, kuyu alt kısmı delinir ve tamamlanma süreci devam eder.